テキスト
溶接
溶接方法
- 溶接法には、融接、圧接、ろう接がある
融接
- 母材の一部を加熱し溶融させて接合する方法
圧接
- 接合部に機械的圧力を加えながら加熱する方法
ろう接
- 接合すべき母材を溶かさず二つの母材間にそれより融点の低い金属を溶かしこんで接合する方法
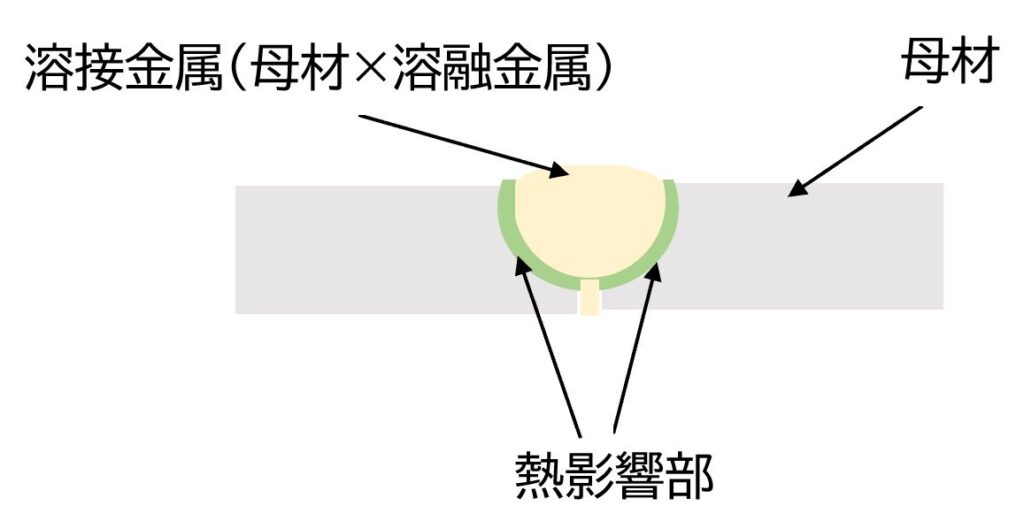
溶接部の名称
- 溶接部には溶接金属、融着金属、熱影響部とがある。
溶接金属
- 省略
融着金属
- 省略
熱影響部
- 溶接の熱で金属組織や機械的性質が変化を受けているが、溶融していない母材の部分
溶接方法
被覆アーク溶接
- 溶接棒と母材との間にアーク溶接との間にアークを発生させ、その熱によって溶接棒及び母材を溶かすことにより溶接を行うものである
- 被覆アーク溶接棒は十分に乾燥したものを用いる
- 溶接棒の心線に塗布された被覆材によりスラグが発生する
ティグ(TIG)溶接
- 不活性ガスで溶接部をシールドしているため、不純物が混入せず、高品質な溶接が得られる
溶接ワイヤーに被覆材(フラックス)を含まないため、スラグが発生しない
溶接欠陥
- 溶接欠陥には、寸法上の欠陥・構造上の欠陥・性質上の欠陥・その他の欠陥とがある
欠陥の種類 寸法上の欠陥 ビート形状不良 溶接で金属で盛り上がった部分 オーバーラップ 溶接金属の止端が母材と融合せず重なり合った状態 構造上の欠陥 融合不良 溶接金属と母材又は溶接金属同士が融着していない状態 溶込不良 開先の一部がそのまま残った状態 ブローホール 溶接金属内に残留したガスのため、空洞が生じた状態 アンダーカット 表面における溶接金属と母材の境界の凹み スラグ巻き込み スラグが溶接金属に残留したもの 性質上の欠陥 機械的性質や化学的性質を満足しない場合がある その他の欠陥 アークストライク、スパッタ 省略
非破壊試験
- 非破壊試験には放射線透過試験、超音波探傷試験、磁粉探傷試験、浸透探傷試験とがある
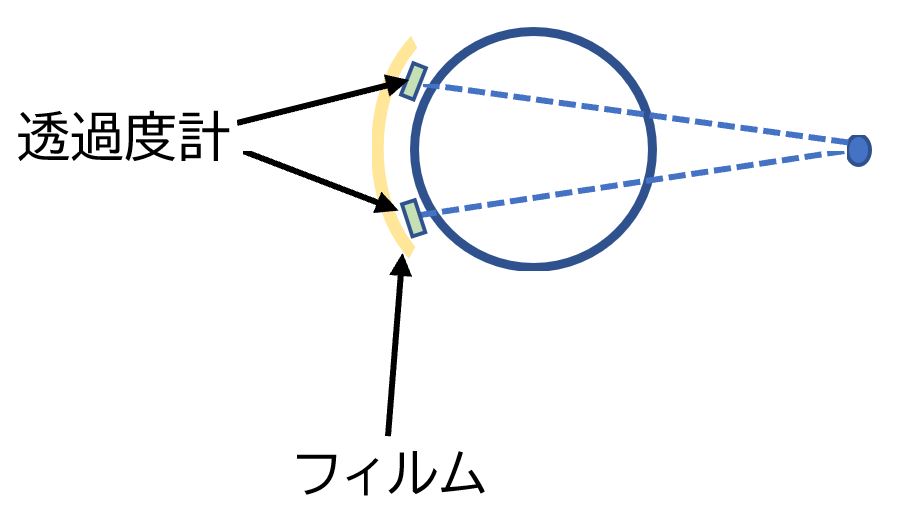
放射線透過試験
- 二重壁片面撮影法などがある
- フィルム現像のため試験結果を確認するまで時間を要する
- 二重壁片面撮影法は放射線源が管の外部にあり、管の外面にフィルムを取り付けて撮影する方法で、主として小口径の場合に用いられる
- 表面欠陥のアンダーカットや内部欠陥の融合不良は、放射線透過試験で検出できる
超音波探傷試験
- 内部の欠陥又は不均一層からの超音波の反射により検知する方法
- きずまでの距離やきずの高さを測定できる
磁粉探傷試験
- 磁粉模様の有無によって欠陥の有無を判定する方法
- 鋼のような強磁性体のみに使用できる
- 磁粉模様の幅は、きずの数倍から数十倍になるため、きずの幅が拡大され、容易にきずの存在を知ることができる
浸透探傷試験
- 赤色や蛍光の浸透性のよい検査液を用いて、きずを検出する検査方法
- 複雑な形状の試験体にも適用可能である
- 表面に開口したきずであれば、金属、非金属の幅広い材料の表面きずを検査することができる
動画コンテンツ
ミニテスト
第1問
第2問
第3問
第4問
第5問
過去問題
第1問
溶接と非破壊試験に関する次の記述のうち誤っているものはどれか
(1)アーク溶接には、被覆アーク溶接やティグ溶接等がある
(2)熱影響部とは、溶接の熱で溶融し、金属組織や機械的性質が変化した母材の部分をいう
(3)溶接欠陥のオーバーラップとは、溶接金属の止端が母材と融合せず重なり合った状態をいう
(4)超音波探傷試験は、内部のきず又は不均一層からの超音波の反射によりそれらの存在や位置・大きさを検知する方法である
(5)磁粉探傷試験における磁粉模様の幅は、きずの数倍から数十倍になるた、きずの幅が拡大され、容易にきずの存在を知ることができる
第2問
導管の溶接欠陥に関する次の記述のうち、誤っているものはどれか
(1)融合不良とは、開先の一部がそのまま残った状態をいう
(2)ブローホールとは、溶接金属内に残留したガスのため空洞が生じた状態をいう
(3)スラグ巻きこみとは、スラグが溶接金属に残留したものをいう
(4)アンダーカットとは、表面における溶接金属と母材の境界の凹みをいう
(5)クレーターとは、ビートが終端まで行き渡らず、くぼんだ状態をいう
第3問
非破壊試験に関する次の記述のうち、誤っているものはどれか
(1)放射線透過試験は、フィルム現像のため試験結果を確認するまでに時間を要する
(2)超音波探傷試験は、きずまでの距離やきずの高さは測定できない
(3)磁粉探傷試験は、鋼のような強磁性体のみに使用できる
(4)浸透探傷試験、複雑な形状の試験体にも適用可能である
(5)磁粉探傷試験は、表面付近のきずの発見方法としては、放射線透過試験や超音波探傷試験に比べて簡便である
第4問
溶接と非破壊試験に関する次の記述のうち、誤っているものはどれか
(1)融接とは、母材の一部を加熱し溶融させて接合する方法である
(2)ティグ溶接は、溶接ワイヤーに被覆材(フラックス)を含まないため、スラグが発生しない
(3)被覆アーク溶接棒は十分に乾燥したものを用いなければならない
(4)溶接欠陥であるスラグ巻きこみとは、スラグが溶接金属に残留したものをいう
(5)放射線透過試験の二重壁片面撮影法は、放射線源が内部にあり、管の外面にフィルムを取り付けて撮影する方法で、主として大口径の場合に用いられる
第5問
放射線透過試験に関する地祇の記述について、【 】の中の(イ)~(二)にお手はまる語句等の組み合わせとして最も適切なものはどれか
X線、γ線等のように非常に波長の【(イ)】電磁波を放射線といい、これらは、透過力を持っていることから溶接部の検査に用いられている。きずが試験体の内部にある場合、きずのある部分は、健全部より厚さが薄いため散乱線量が【(ロ)】なり、健全部よりも強い放射線が透過される。これを放射線フィルムで露光すると、きずの大きさ、形状が像として確認でき、そのきずは第1種から第【(ハ)】種までの種別で区分される。また、撮影法は数種類あり、小口径とする場合は、主に【(二)】が用いられる
(1)(イ)短い(ロ)少なく(ハ)4(二)二重壁片面撮影法
(2)(イ)短い(ロ)多く(ハ)5(二)二重壁片面撮影法
(3)(イ)短い(ロ)少なく(ハ)4(二)内部線源撮影法
(4)(イ)長い(ロ)少なく(ハ)5(二)内部線源撮影法
(5)(イ)長い(ロ)多く(ハ)4(二)内部線源撮影法
第6問
導管の溶接及び非破壊試験に関する次の記述のうち、誤っているものはどれか
(1)アンダーカットや融合不良は、表面欠陥であるので、放射線透過試験では検出できない
(2)溶け込み不良は、開先の一部がそのまま残った状態の欠陥である
(3)浸透探傷試験は、表面に開口したきずであれば、金属、非金属の幅広い材料の表面きずを検査することができる
(4)被覆アーク溶接は、溶接棒の心線に塗布された被覆材によりスラグが発生する
(5)ティグ(TIG)溶接は、不活性ガスで溶接部をシールドしているため、不純物が混入せず、高品質な溶接が得られる