

製造所の耐震設計の考え方(2レベル地震動・スロッシング)、設備建設の法手続き(工事計画届出・使用前自主検査)、溶接部の品質管理(溶接方法・施工管理)までを扱います。
乙種・甲種兼用 / 全3節 / 学習目安: 30〜60分
💡 このページの読み方
– 乙種受験者の方 — 通常のテキスト本文だけでも合格圏に届きます
– 甲種受験者の方 — 各節の 🟦 甲種プラスα ボックスもあわせてお読みください
📍 はじめに
日本でガス設備を建てるなら避けて通れないのが地震対策です。この章では、耐震設計の二段階アプローチと、建設時に必要な法手続き、設備の信頼性を支える溶接の品質管理までを整理します。
📚 テキスト解説
各節は次の構成で進みます。
– 🎯 一言で
– 📖 解説(乙種ベース)
– 🟦 甲種プラスα(必要な節のみ)
– ⚡ 焦点ポイント
– 📝 過去問のひっかけ例
7-3. 耐震設計(地震動レベル・設計方法・スロッシング)
重要度: ★ 乙A / 甲A
🎯 一言で
ガス製造設備の耐震設計における3種(構造・安全・防災設計)、レベル1・レベル2地震動の定義と評価方法、液状化・スロッシング対策を理解する。
📖 解説(乙種ベース)
震度7の揺れが来たとき、都市ガス製造設備は「壊れなければ合格」なのか。答えは否だ。耐震設計は、設備そのものの強さ・異常が起きた後の安全確保・災害を広げない備えという3種(構造・安全・防災設計)で組み立てる。そのうえでレベル1・レベル2地震動の定義と評価方法、液状化・スロッシング対策まで押さえるのがこの節だ。
第一層の構造設計は、想定する地震動に対して強度計算等により機器・架構・基礎等の耐震性を評価する仕事である。ねらいは単純で、都市ガス製造設備が地震で損傷しないように設計すること。ここで守り切れれば、あとの2層は出番がない。
しかし現実には想定を超える揺れが来る。そこで効いてくるのが安全設計だ。地震時に異常が発生しても安全性を確保できるように、設備全体として安全に設計する考え方である。具体的には、システムの多重化・フェイルセーフ・プロセスラインのブロック化・保安距離等を考慮する。
それでも災害が起きたら、という段に備えるのが防災設計だ。災害の発生・拡大を防止することを目的とし、フレアースタック・防消火設備・防液堤・津波対策設備等の防災設備を置く。さらに、防災上要求される水・蒸気・不活性ガス等を供給するユーティリティー設備も対象に含まれる。出題者は3種の定義文を入れ替えてくるので、「構造=強度、安全=異常時、防災=拡大防止」の対応で押さえたい。
地震動レベルと耐震性能評価
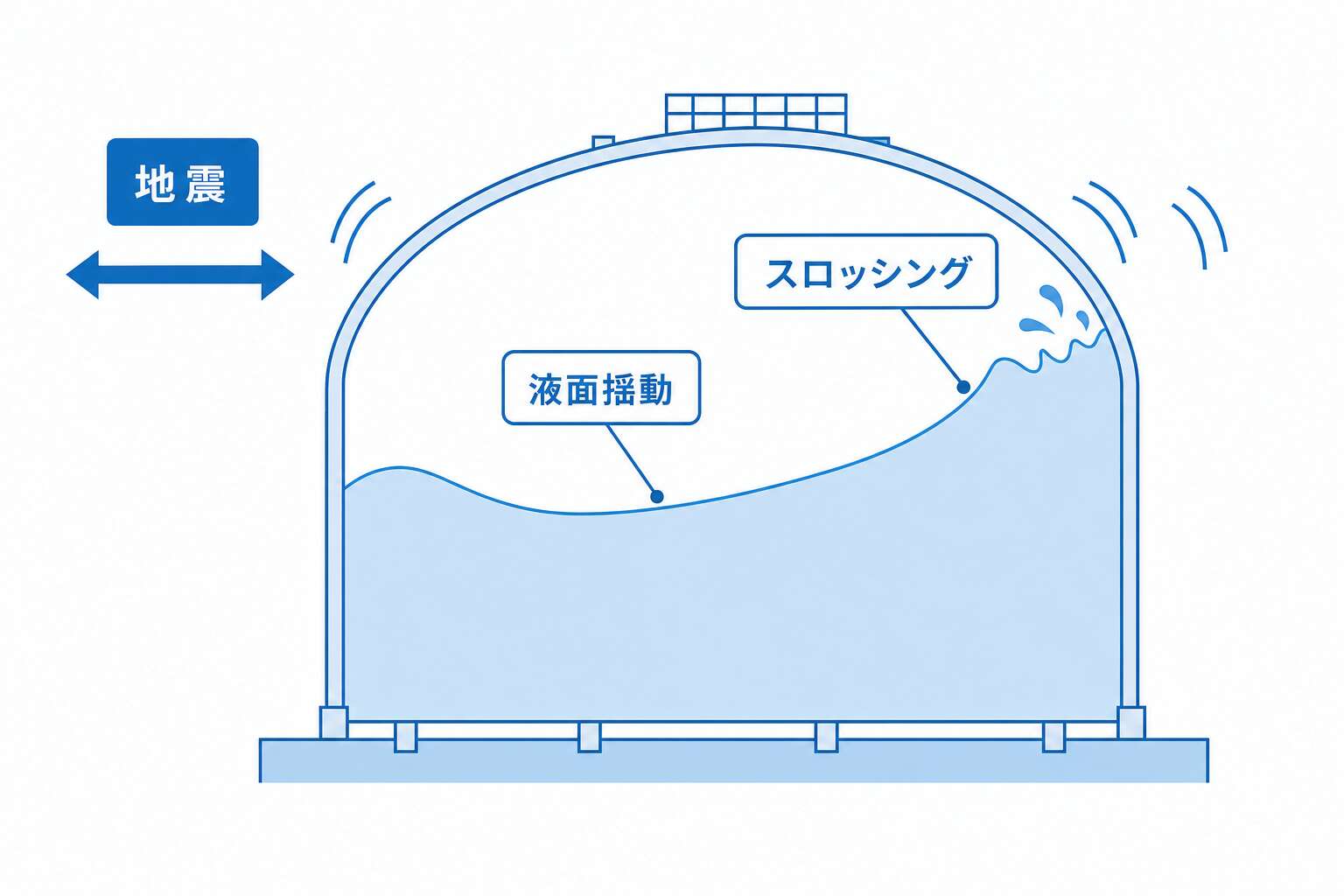 スロッシング(貯槽内の液面揺動)
スロッシング(貯槽内の液面揺動)| 項目 | レベル1地震動 | レベル2地震動 |
|---|---|---|
| 定義 | 供用期間中に発生する確率の高い地震動 | 供用期間中に発生する確率は低いが高レベルの地震動 |
| 評価方法 | 弾性設計法 | エネルギー法(応答塑性率が許容塑性率を超えないことを確認) |
| 確認内容 | 耐震上重要な部材に生じる応力が部材の許容応力を超えないこと | − |
| 目標 | 製造システムの機能に重大な支障を生じないこと | 構造物に変形は生じるが倒壊・漏えいは生じず、人身事故を防止 |
| 設計の考え方 | − | 構造物の塑性変形能力(エネルギー吸収能力)を期待した設計法 |
表に出てきた用語も整理しておこう。レベル1とレベル2で評価の道具が変わるのは、守るべきものが違うからだ。レベル1は機能を守り、レベル2は倒壊・漏えいを防ぐ——目標が違えば物差しも変わる。
| 用語 | 意味 |
|---|---|
| 弾性設計法 | 材料の弾性限界内(永久変形を起こさない範囲)の強度で設計 |
| エネルギー法 | 構造物固有のエネルギー吸収能力が入力エネルギーの総量を上回るよう設計 |
| 応答倍率 | 地震加速度が構造物に伝わって一般に増幅されるその割合 |
| 固有振動数 | 構造物の構造や材質により定まる固有の値 |
エネルギー法の発想は柔道の受け身に近い。投げられた力に逆らって突っ張れば骨が折れるが、変形しながら受け流せば体は残る。構造物もあえて変形させ、その変形でエネルギーを食わせる——だから変形の発生を織り込んだ設計になる。
次は足元の話だ。どれだけ上物を強くしても、地盤が抜ければ意味がない。だから構造物が設置される地盤について、液状化・流動化を考慮した耐震設計が必要になる。液状化・流動化とは、地震発生時に地盤が液体状になる現象で、地震時の水平方向の力が繰り返し加わっておこる。軟弱地盤では、地盤改良や基礎杭の支持地盤への打設等の対応が必要だ。
最後がスロッシングである。貯槽内の内部液体が長周期の地震動により共振する現象で、液面が大きく波打つ。平底円筒形貯槽では、通常の地震動対策に加えてスロッシング対策が必要になる。ここで効くのが周期の感覚だ。
桁が違うことに気づいてほしい。一般構造物が揺れる速さでは液面は動かず、ゆっくりした長い揺れではじめて共振する。だから対策も、短周期地震動だけでなく、スロッシングが生じる長周期地震動による設計も必要になる。「短周期さえ耐えれば安全」と読ませる選択肢は、この一点で崩れる。
⚡ 焦点ポイント
「レベル1→弾性設計法・許容応力」「レベル2→エネルギー法・許容塑性率」の対比が最頻出 / フェイルセーフの定義(異常時に安全な方向に移行)は正確に覚える
📝 誤答パターン(過去問頻出+一般則)
- 【最頻出】 ・「レベル2地震動は設備の損傷ゼロを目標」は誤り。変形は生じることを許容(倒壊・漏えい防止が目標) ・「弾性設計法=レベル2」は誤り。弾性設計法はレベル1 ・スロッシングは「全ての貯槽」ではなく「平底円筒形貯槽」が主な対象 ・安全設計とフェイルセーフを同一視しないこと。フェイルセーフは安全設計の手法の一つ ・「液状化は軟弱地盤でのみ問題」というわけではないが、軟弱地盤で特に対策が必要
7-5. 設備建設に関する法手続き(工事計画届出・使用前自主検査)
重要度: 乙C / 🟦 甲B
🎯 一言で
ガス事業法に基づく工事計画届出の手続き、使用前自主検査と登録ガス工作物検査機関による使用前検査の流れ、ガス主任技術者が確認すべき項目を理解する。
📖 解説(乙種ベース)
新しいガス工作物を造るとき、図面ができたらすぐ着工——とはいかない。ガス事業法は、着工前の工事計画届出から、完成後の使用前自主検査と登録ガス工作物検査機関による使用前検査まで、通る順番を決めている。ガス主任技術者はこの順番と確認項目を握っておく立場だ。レストランの開店に似ている。内装が仕上がっても、保健所の検査に通るまで客は入れられない。
まず入口のガス工作物変更届出から。設備を変えるときは事前に届け出る。問われるのは「誰が、何を変えるとき」の組合せだ。ガス製造事業者は液化ガス貯槽・ガス発生設備・ガスホルダーを変更する場合、ガス小売事業者はガス発生設備・ガスホルダーを変更する場合が対象になる。製造事業者にだけ液化ガス貯槽が加わる点が差である。
次が工事計画届出だ。対象は、公共の安全確保と公害防止の観点から特に重要なガス工作物。工事計画を経済産業大臣に届け出る。届出先を都道府県知事にすり替えるのが、出題者の定番の手口である。
そして、出しただけでは足りない。届出が受理された日から30日経過後でないと工事を開始できないからだ。この30日は中身が確かめられるための時間であり、届出日ではなく受理日から数える点も落とし穴になる。
工事が終わると、検査が二段構えで待っている。①ガス小売事業者またはガス製造事業者が「使用前自主検査」を実施する。②その結果をもって「登録ガス工作物検査機関が行う使用前検査」を受ける。③合格した後でないと使用開始できない。
この主体の違いが引っかけの本命だ。「自主検査に合格すれば使用できる」と書かれていたら誤り——第三者による検査が抜け落ちている。順序も固定で、条件付きの先行使用は認められない。
では使用前自主検査でガス主任技術者は何を見るのか。材料と構造という「作り」、溶接や耐圧といった「つなぎと強度」、そして動かしたときの「性能」——この3方向に8項目が並ぶ。
最後に、設備建設はガス事業法だけで完結しない点も押さえておきたい。人と火の安全、環境、土地、立地——それぞれに別の法律が待ち構えている。関連法規は参考として次のとおり。
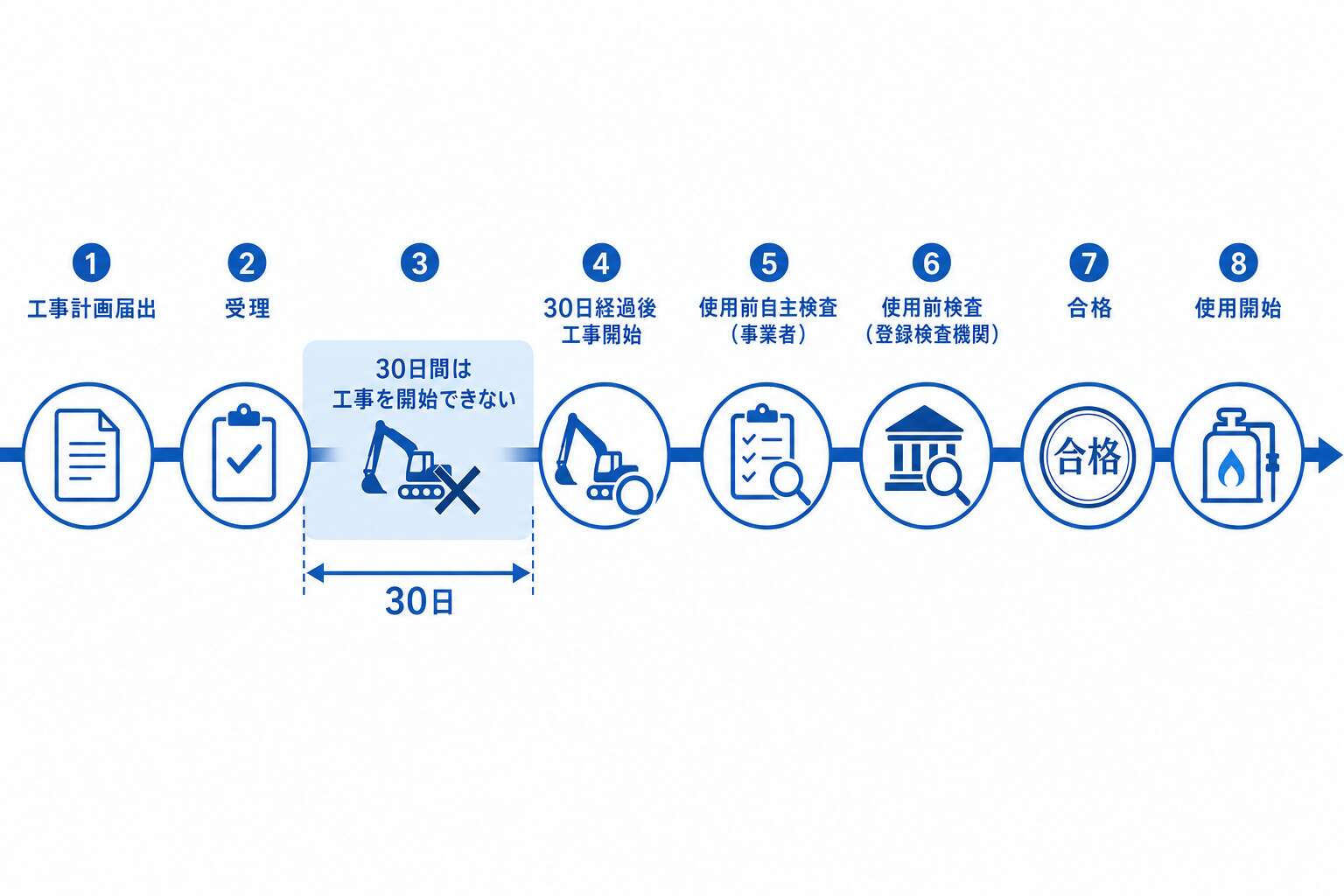 工事計画届出から使用開始までのタイムライン(30日ルール)
工事計画届出から使用開始までのタイムライン(30日ルール)| 区分 | 関連法規(参考) |
|---|---|
| 労働安全・防火・高圧ガス | 労働安全衛生法、消防法、高圧ガス保安法 |
| 環境(大気・水質・騒音・振動) | 大気汚染防止法、水質汚濁防止法、騒音規制法、振動規制法 |
| 土壌・廃棄物 | 土壌汚染対策法、廃棄物の処理及び清掃に関する法律 |
| コンビナート | 石油コンビナート等災害防止法 |
| 建築・電気・立地・リサイクル | 建築基準法、電気事業法、工場立地法、建設リサイクル法 |
| 地域 | 地方公共団体条例、地域協定等 |
🟦 甲種プラスα
甲種では「設備建設に関する法手続き(工事計画届出・使用前自主検査)」の本文の概念をより深く理解した上で、論述問題への応用が問われます。本文の数値・設備名・原理をしっかり押さえてください。
⚡ 焦点ポイント
「工事計画届出の受理後30日経過後に工事開始」の数値は出題される / 使用前自主検査→登録ガス工作物検査機関の検査→合格→使用開始の順序を押さえる
📝 誤答パターン(過去問頻出+一般則)
- 【最頻出】 ・「届出後すぐに工事開始できる」は誤り。30日経過後が条件 ・「使用前検査に合格しなくても条件付きで使用開始できる」は誤り。必ず合格後 ・使用前自主検査はガス事業者が行い、使用前検査は登録ガス工作物検査機関が行う。主体が違う ・「工事計画の届出先は都道府県知事」は誤り。経済産業大臣
7-6. 溶接部の品質管理(溶接方法・施工管理)
💡 図の見方:4方法の違いは「電極そのものが溶けて減るか」と「溶けた金属を何で空気から守るか」の2点に集約される、という見方で並べた図です。ティグ溶接だけ電極が非消耗で、溶ける材料は溶加材として別に送り込む点が最大の差になります。ミグとマグはシールドガスだけが分かれ目で、Inert(不活性)のミグは不活性ガス、Active(活性)のマグは炭酸ガスを混ぜたガスです。サブマージアークが自動溶接法である点も落とさないでください。
重要度: 乙B / 甲B
🎯 一言で
ガス製造設備の溶接部品質管理の重要性、主要な溶接方法4種(被覆アーク・TIG・マグ/ミグ・サブマージアーク)の原理と特徴を理解する。
📖 解説(乙種ベース)
配管も貯槽も、鋼板を溶接でつないで初めて設備になる。溶接部は設備の継ぎ目であり、ここが弱ければどれだけ厚い鋼板を使っても意味がない。だから溶接部の品質はガス工作物の保安確保に極めて重要とされる。この節では品質管理の考え方と、主要な溶接方法4種(被覆アーク・TIG・マグ/ミグ・サブマージアーク)の原理と特徴を押さえる。
法もそこを見ている。ガス事業法では、保安上重要なガス工作物を溶接する場合、溶接施工前に溶接施工法・溶接士技能が技術基準に適合しているかを確認する必要がある。溶接した後で検査するのではなく、施工前に「方法」と「人」の両方を確かめる。そのうえで、溶接施工計画に基づいた適切な溶接施工管理が求められる。
用語も整理しておこう。溶接される材料(金属)が母材。溶接材料から溶接部に移行した金属が溶着金属。そして溶接において溶着金属と母材が融合して凝固した金属が溶接金属である。母材→溶着金属→溶接金属と範囲が入れ子になっていると捉えると、混同しにくい。
問題はその外側だ。フライパンで肉を焼くと、焼き色のついた面のすぐ内側に、焼けてはいないが火の通った層ができる。溶接でも同じことが起きる。
溶接方法は4つ覚える。違いを生むのは「どこでアークを飛ばすか」と「溶けた金属を何で空気から守るか」の2点だけだ。ここを軸にすれば、名称を入れ替える選択肢に強くなる。
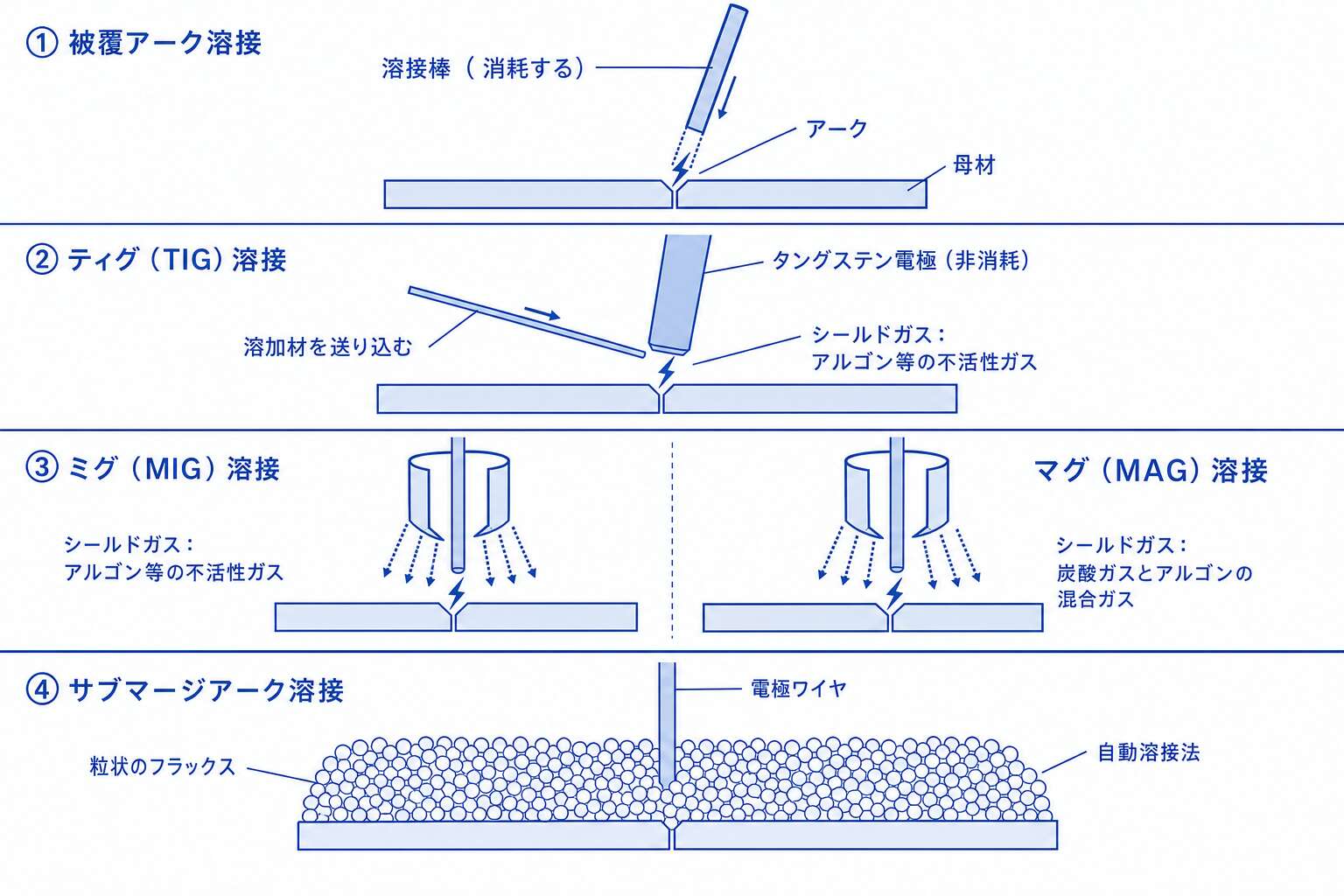 溶接4方法の違い 電極が減るか・何で空気から守るか
溶接4方法の違い 電極が減るか・何で空気から守るか| 方法 | 原理 | シールド・特徴 |
|---|---|---|
| ①被覆アーク溶接 | 母材と溶接棒の間に電圧をかけ、この隙間にアークを発生させて溶接する | ― |
| ②ティグ溶接(TIG:Tungsten Inert Gas) | 母材と非消耗のタングステン電極との間にアークを発生。アーク内に溶加材を手動または自動で送り込んで溶接 | シールドガスとしてアルゴン等の不活性ガスを使用 |
| ③ミグ溶接(MIG:Metal Inert Gas) | ― | シールドガスにアルゴン等の不活性ガスを使用 |
| ③マグ溶接(MAG:Metal Active Gas) | ― | シールドガスに炭酸ガスとアルゴンの混合ガスを使用 |
| ④サブマージアーク溶接 | 粒状のフラックスを溶接部にあらかじめ散布し、その中に電極ワイヤ(心線)を送り込み、母材とワイヤの間にアークを発生 | 自動溶接法(高品質・高能率) |
表の中で最も狙われるのが②の電極だ。ティグ溶接のタングステン電極は非消耗——電極自体は減らず、溶ける材料は溶加材として別に送り込む。溶接棒そのものが溶けて減っていく被覆アーク溶接との、いちばん大きな違いである。
③のマグとミグは一字違いで紛らわしいが、分かれ目はシールドガスだけだ。Inert(不活性)のミグ(MIG)は不活性ガス、Active(活性)のマグ(MAG)は炭酸ガスを混ぜる。頭文字がそのまま答えになっている。④のサブマージアーク溶接は「手動」ではなく自動溶接法である点も落とさない。
最後に施工管理を押さえる。設備の部位(容器の胴・鏡板・配管等)と溶接継手の方向(長手・周)により、適切な溶接継手形式を選択する。そして溶接施工前に、溶接施工法・溶接士技能が技術基準に適合しているか確認する。現場での諸検査は設備の品質を確保する最終確認の場であり、ここを通って初めて品質が担保される。
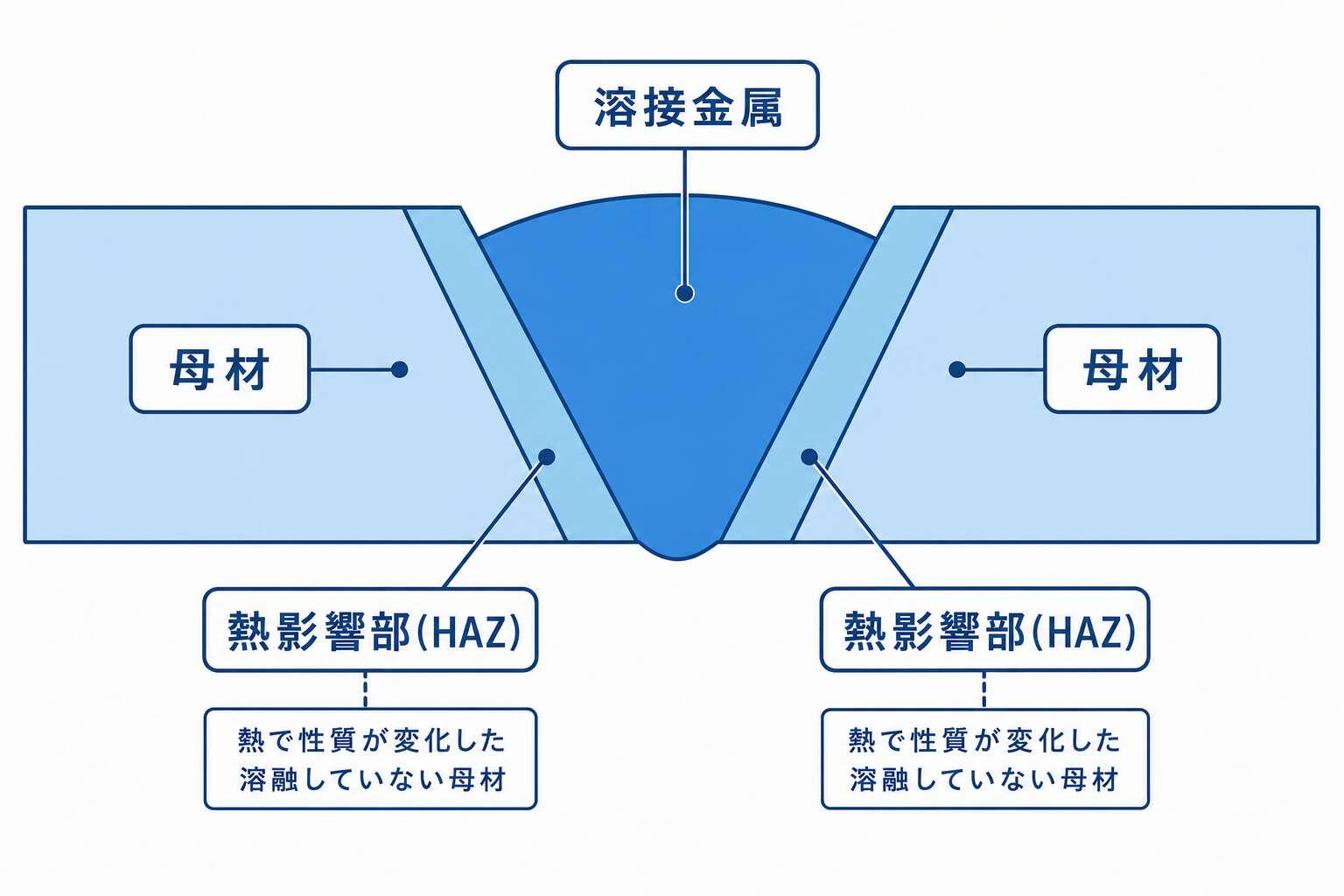 溶接部の用語(母材・溶接金属・熱影響部HAZ)
溶接部の用語(母材・溶接金属・熱影響部HAZ)⚡ 焦点ポイント
TIG溶接の「タングステン電極(非消耗)」は他の溶接方法との差別化ポイント / ミグ(不活性ガス)とマグ(炭酸ガス+アルゴン混合)の違いを整理
📝 誤答パターン(過去問頻出+一般則)
- 【最頻出】 ・TIG溶接の電極は「消耗しない(非消耗)」が特徴。被覆アーク溶接の溶接棒は消耗する ・マグ溶接とミグ溶接の混同:マグ=炭酸ガス使用、ミグ=純不活性ガス使用 ・サブマージアーク溶接は「手動」ではなく「自動」溶接法 ・熱影響部(HAZ)は「溶融した」部分ではなく「溶融していない」母材の部分
🔢 製造の重要数値・設備の整理
耐震設計の2レベル地震動:
– レベル1: 設計供用期間中に1〜2回程度発生する確率の高い地震 → 機能維持
– レベル2: 設計供用期間中に発生する確率は低いが大規模な地震 → 損傷限界
設備重要度区分:
– 重要度A(高): LNG貯槽など最重要設備 → レベル2でも倒壊・漏えいを生じない(変形は許容し人命を守る)
– 重要度B(中): 一般設備 → レベル1で機能維持、レベル2で損傷限界
– 重要度C(低): 補助設備
スロッシング:
– 地震で液面が大きく揺れ動く現象
– LNG貯槽では二次的な損傷の原因
– 対策: 内部仕切板・スロッシングダンパー
溶接の主要方法:
– 被覆アーク溶接(SMAW): 汎用
– TIG溶接(GTAW): 高品質、薄板
– MIG/MAG溶接(GMAW): 自動化に適する
– サブマージドアーク溶接(SAW): 厚板
非破壊検査:
– RT(放射線透過): 内部欠陥
– UT(超音波): 内部欠陥
– MT(磁粉): 表面・浅部
– PT(浸透): 表面欠陥
製造科目では、設備名・型式・運転条件の数値・原料の物性値の組み合わせで誤答が作られます。本章で出てきた数値・設備名を一覧で整理しておくと、選択肢の引っかけに気付きやすくなります。
🗒️ 3分で復習(章末まとめ)
🎯 全節 一言まとめ
- 節7-3 耐震設計(地震動レベル・設計方法・スロッシング): ガス製造設備の耐震設計における3種(構造・安全・防災設計)、レベル1・レベル2地震動の定義と評価方法、液状化・スロッシング対策を理解する。
- 節7-5 設備建設に関する法手続き(工事計画届出・使用前自主検査): ガス事業法に基づく工事計画届出の手続き、使用前自主検査と登録ガス工作物検査機関による使用前検査の流れ、ガス主任技術者が確認すべき項目を理解する。
- 節7-6 溶接部の品質管理(溶接方法・施工管理): ガス製造設備の溶接部品質管理の重要性、主要な溶接方法4種(被覆アーク・TIG・マグ/ミグ・サブマージアーク)の原理と特徴を理解する。
⚡ 全節 焦点ポイント
- 節7-3: 「レベル1→弾性設計法・許容応力」「レベル2→エネルギー法・許容塑性率」の対比が最頻出 / フェイルセーフの定義(異常時に安全な方向に移行)は正確に覚える
- 節7-5: 「工事計画届出の受理後30日経過後に工事開始」の数値は出題される / 使用前自主検査→登録ガス工作物検査機関の検査→合格→使用開始の順序を押さえる
- 節7-6: TIG溶接の「タングステン電極(非消耗)」は他の溶接方法との差別化ポイント / ミグ(不活性ガス)とマグ(炭酸ガス+アルゴン混合)の違いを整理
📝 一問一答(過去問ランダム)
記述が正しいか誤りかを判定。答え・理由・出典が出ます。
いま、学習で困っていることを教えてください
当サイトは過去問9年分・教材42章を無料で公開しています。 これを続けていくために、次に何を作るべきかを知りたいです。2分・8問です。
※お名前やメールアドレスは必須ではありません。