

鋼管溶接の概要、被覆アーク溶接、マグ・ティグ溶接、溶接管理、溶接欠陥、非破壊試験(RT・UT・MT・PT)、安全衛生までを扱います。乙種・甲種ともに重要度A。
乙種・甲種兼用 / 全8節 / 学習目安: 30〜60分
💡 このページの読み方
– 乙種受験者の方 — 通常のテキスト本文だけでも合格圏に届きます
– 甲種受験者の方 — 各節の 🟦 甲種プラスα ボックスもあわせてお読みください
📍 はじめに
溶接は鋼管導管の信頼性を決める技術です。一見地味ですが、欠陥があると数十年後の漏えい事故につながります。この章では溶接方法・欠陥・検査を論述レベルで整理します。
📚 テキスト解説
各節は次の構成で進みます。
– 🎯 一言で
– 📖 解説(乙種ベース)
– 🟦 甲種プラスα(必要な節のみ)
– ⚡ 焦点ポイント
– 📝 過去問のひっかけ例
📑 この章の目次(全8節)
1. 溶接の概要
重要度: ★ 乙A / 甲A
🎯 一言で
溶接の分類(融接・圧接・ろう接)・溶接部名称(溶接金属・溶着金属・熱影響部)・開先形状(V形・U形)
📖 解説(乙種ベース)
金属どうしをくっつける方法は一つではない。二つの氷をつなぐ場面を想像してほしい。表面を溶かして凍らせ直すか、強く押しつけるか、のりで貼るか——溶接の3分類は、まさにこの3通りに対応している。
| 分類 | 原理 | 代表例・用途 |
|---|---|---|
| ①融接 | 母材の一部を溶かし合わせて一体にする方法 | アーク溶接・レーザービーム溶接・エレクトロニクスガス溶接等。ガス導管の接合に主に使用 |
| ②圧接 | 接合部に機械的圧力を加えながら加熱する方法 | 抵抗溶接・鍛接がこれに相当 |
| ③ろう接 | 母材を溶かさず、母材より融点の低い金属(ろう)を溶かし込んで接合 | ろう付け・ハンダ付け等 |
ろう接だけが母材を溶かさない点に注目したい。だから接着に近い。抵抗溶接は「溶接」と名が付くが、圧力を加えながら加熱する以上、分類は圧接である。名前の印象で分類を決めると、ここで足をすくわれる。
次に溶接部の名称(アーク溶接の場合)。断面を三層に分けて考えるとよい。溶接金属は溶接中に溶融凝固した金属(溶加材と母材が溶け合ったもの)で、溶着金属(溶加材が溶着した部分)+母材の融合した部分にあたる。溶着金属は溶加材が母材に溶着した金属で、一般に溶接金属と同義で使われる。
その外側にあるのが熱影響部だ。溶けてはいないのに、性質だけが変わってしまった領域である。ここが最頻出の正文になる。
継手と開先も押さえておく。溶接継手の種類には突合せ溶接・重ね継手溶接(すみ肉溶接・スポット溶接)等がある。導管の突合せ溶接部の開先(グルーブ)形状はV形・U形が多用される。厚い管を根元まで溶かし込むには、あらかじめ谷を刻んでおく必要があるからだ。
良好な溶接品質のためには、適正な開先形状・寸法と平滑・清浄な開先が要る。開先準備ではグラインダーを用いて水分・油分・付着物を除去する。水分や油分が残れば、そのままガスとなって溶接金属に閉じ込められる。
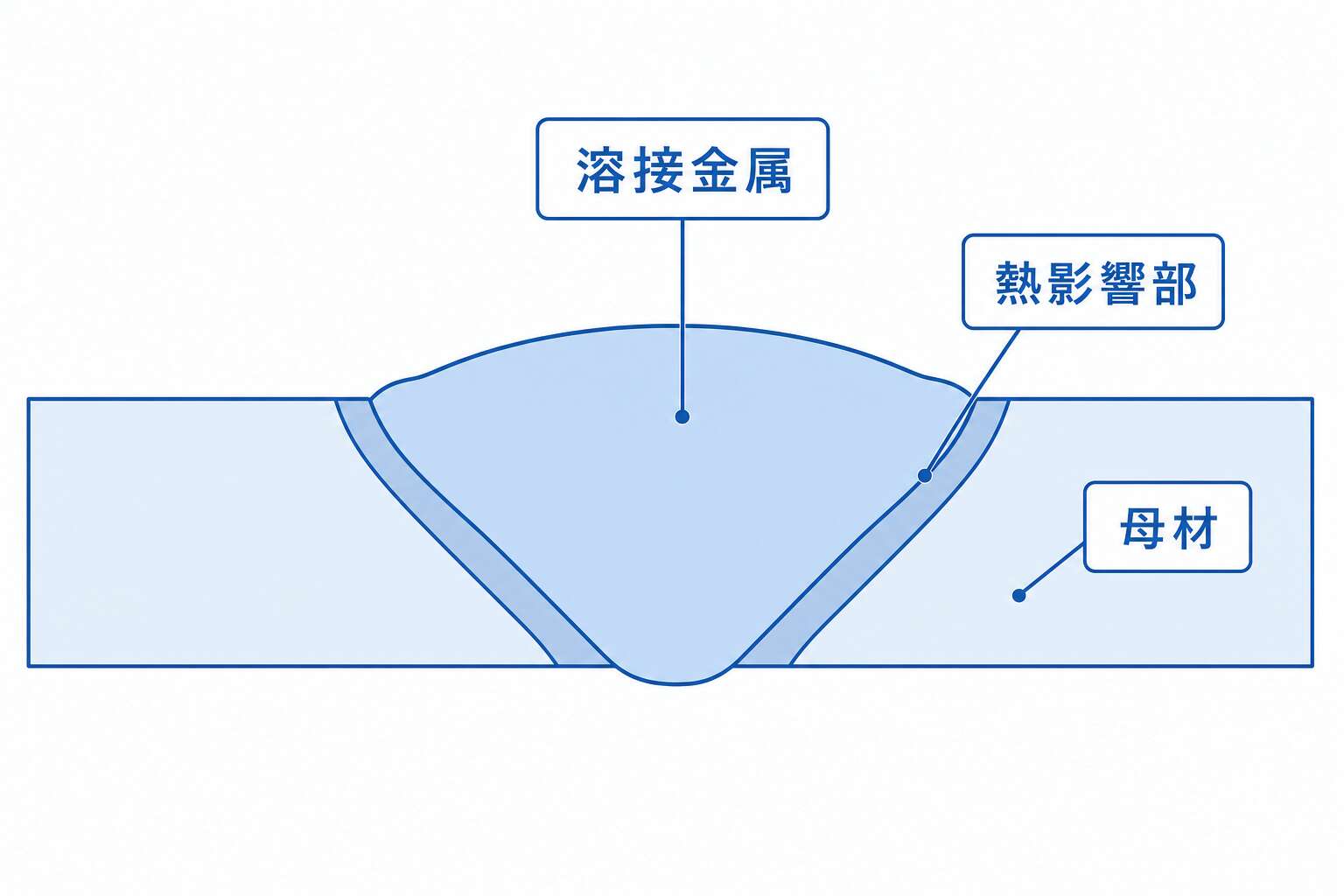 溶接部の構造
溶接部の構造⚡ 焦点ポイント
「熱影響部は溶融していない母材の部分」「抵抗溶接は圧接に分類」「導管突合せ溶接の開先はV形・U形」が頻出。
📝 誤答パターン(過去問頻出+一般則)
- 【最頻出】 溶接金属と溶着金属を混同しない。溶着金属は溶加材が溶着した金属で厳密には溶接金属とは同一でない。
- 「熱影響部は溶融していない母材の部分」「抵抗溶接は圧接に分類」「導管突合せ溶接の開先はV形・U形」が頻出
2-1. 溶接方法(被覆アーク溶接)
重要度: ★ 乙A / 甲A
🎯 一言で
被覆アーク溶接の仕組み・被覆剤の効用5点・溶接棒管理(乾燥・吸湿防止)
📖 解説(乙種ベース)
ろうそくを思い浮かべてほしい。中心に芯があり、まわりを蝋が包んでいる。被覆アーク溶接の溶接棒も同じ構造で、心線に被覆剤(フラックス)を塗ってある。ただし外側の被覆剤は、ただの覆いではない。仕事をする覆いである。
仕組みはこうだ。心線に被覆剤(フラックス)を塗った溶接棒を電極とし、母材との間にアーク(放電現象)を発生させ、その熱で溶接棒と母材を溶かして溶接する。溶けた金属は大気に触れれば酸化する。そこで被覆剤が働いて、溶融した金属を空気から隔てる。
効用は5点あり、そのまま出題される。
| # | 被覆剤(フラックス)の主な効用 |
|---|---|
| ① | アークを安定にし、溶接作業を容易にする |
| ② | 中性または還元性雰囲気をつくり、溶接金属を大気から保護する |
| ③ | 溶接金属の凝固・冷却の速度を緩やかにする |
| ④ | 上向きその他種々の位置の溶接を容易にする |
| ⑤ | 合金元素を添加したり、脱酸・製錬する |
③には注意したい。目的はあくまで凝固・冷却の速度を緩やかにすることであって、「溶着金属の強度を高めること」と言い換えた選択肢は誤りになる。
この方式の特徴も整理しておく。溶接設備が安価で、幅広い素材・構造物に適用可能である。溶接姿勢の制限なく施工できるのも利点だ。一方で品質に個人差がでるため品質管理が重要になる。また被覆剤によりスラグが発生する。あとで出てくるマグ溶接・ティグ溶接との比較で、このスラグの有無が効いてくる。
最後が溶接棒の管理である。被覆剤は水を吸う。被覆アーク溶接棒を大気中に放置すると、被覆剤が水分を吸収してブローホール発生・スパッタ増加・溶接割れ等の欠陥原因となる。吸った水分が溶接中に蒸発し、行き場を失って金属内に閉じ込められるからだ。したがって溶接棒は十分に乾燥したものを現場で用いる。乾燥後は容器に入れる等して吸湿しないようにする。
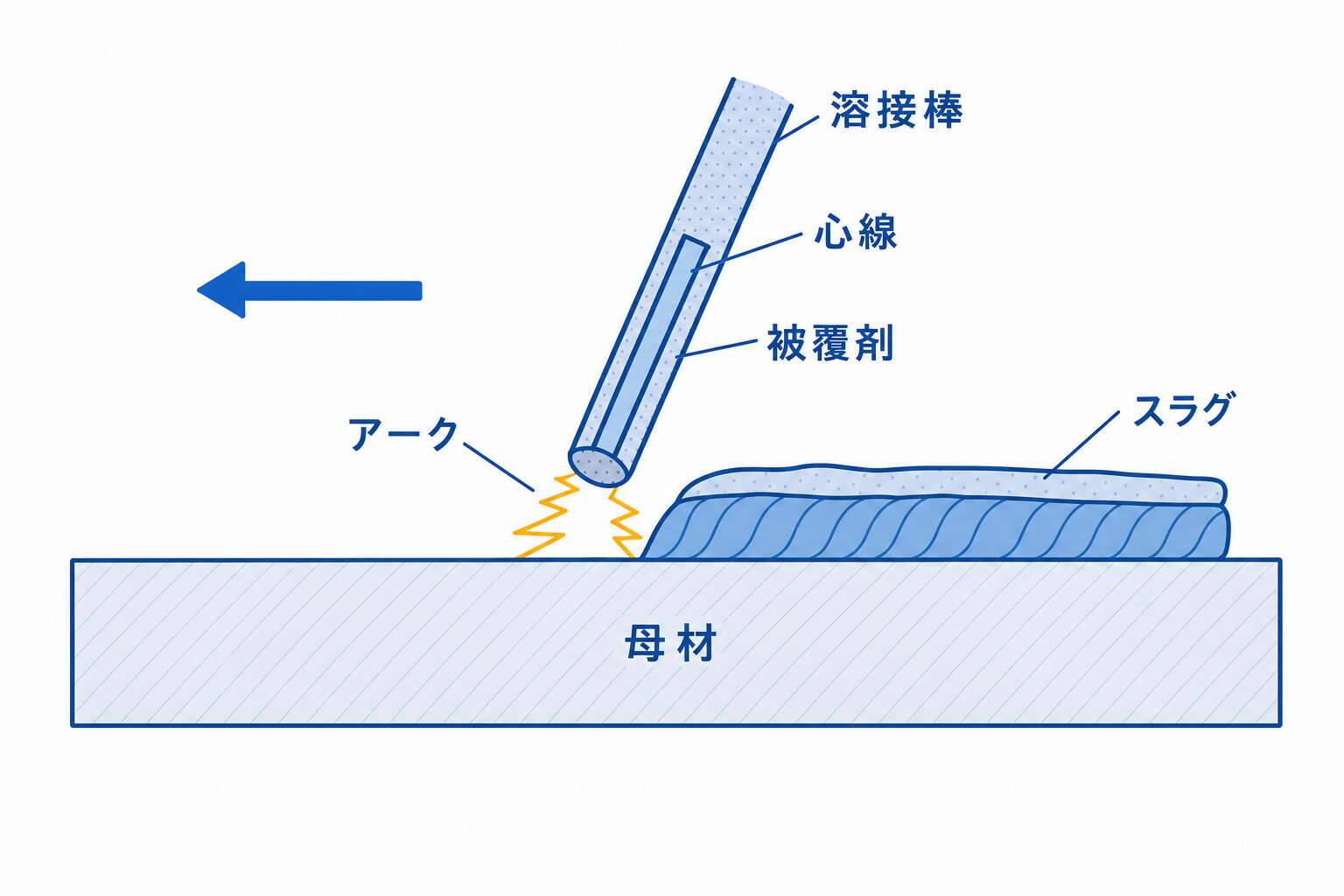 被覆アーク溶接の仕組み(溶接棒・アーク・スラグ)
被覆アーク溶接の仕組み(溶接棒・アーク・スラグ)⚡ 焦点ポイント
被覆剤の効用5点(特に「大気から保護」「凝固冷却を緩やかに」)、「溶接棒は乾燥・吸湿防止」「スラグが発生する」は頻出。
📝 誤答パターン(過去問頻出+一般則)
- 【最頻出】 「被覆剤の主な効用は凝固冷却を緩やかにして溶着金属の強度を高めること」は誤り。強度を高めるというより凝固速度を緩やかにすることが目的。
2-2. 溶接方法(マグ溶接・ティグ溶接)
重要度: ★ 乙A / 甲A
🎯 一言で
MAG溶接(大中口径・スラグなし・速い)とTIG溶接(100mm以下内管・スラグなし・溶け込み浅い・遅い)の比較
📖 解説(乙種ベース)
この2つの違いは、電極が自分も溶けるかどうかに尽きる。マグ溶接の電極は鉛筆のように使うほど短くなる。ティグ溶接の電極は指し棒のように減らない。ここから、溶け込みの深さも速度も枝分かれしていく。
マグ溶接(MAG:Metal Active Gas Welding)は、溶加材を電極とし、母材との間にアークを発生させ、シールドガスで覆い溶接する。シールドガスの中身で呼び名が変わり、炭酸ガス混合の不活性ガスならMAG溶接、不活性ガス(アルゴン等)のみならMIG溶接である。
マグ溶接の性質は、電極が溶けることから素直に導ける。ワイヤ自体が電極となり溶融するため溶け込みが深い。ワイヤがアーク熱と抵抗加熱を受けるため溶接速度が速い。その反面、スパッタが発生しやすく、ビード外観はティグ溶接より劣る。勢いがある分、粗い——そう捉えればよい。主に大中口径の導管溶接に使用する。
ではティグ溶接(TIG:Tungsten Inert Gas Welding)はどうか。非消耗のタングステン電極と母材の間にアークを発生させ、不活性ガス(アルゴン・ヘリウム)で覆う。現在100mm以下の内管溶接に使用される。
| 項目 | マグ溶接(MAG) | ティグ溶接(TIG) |
|---|---|---|
| 電極 | 溶加材(ワイヤ)自体が電極となり溶融する | 非消耗のタングステン電極 |
| 溶け込み | 深い | 浅い(電極と母材間でアークを発生させ、母材上の溶融池にワイヤを供給するため) |
| 溶接速度 | 速い(ワイヤがアーク熱と抵抗加熱を受ける) | 遅い(母材上の溶融池の熱のみでワイヤを溶融しワイヤの供給量が制限される) |
| スラグ | 発生しない | 発生しない(溶接ワイヤに被覆剤(フラックス)を含まない) |
| 品質・外観 | スパッタが発生しやすくビード外観はティグ溶接より劣る | 不活性ガスでアーク及び溶融池を完全シールドし酸素等の不純物が混入せず高品質な溶接 |
| 主な用途 | 主に大中口径の導管溶接 | 現在100mm以下の内管溶接 |
使われる機械にも触れておく。アーク溶接機には交流・直流アーク溶接機がある。現場では商用電源が困難なためエンジンを動力源とした直流アーク溶接機が多用される。道路上に電源はない、という当たり前の事情が理由だ。
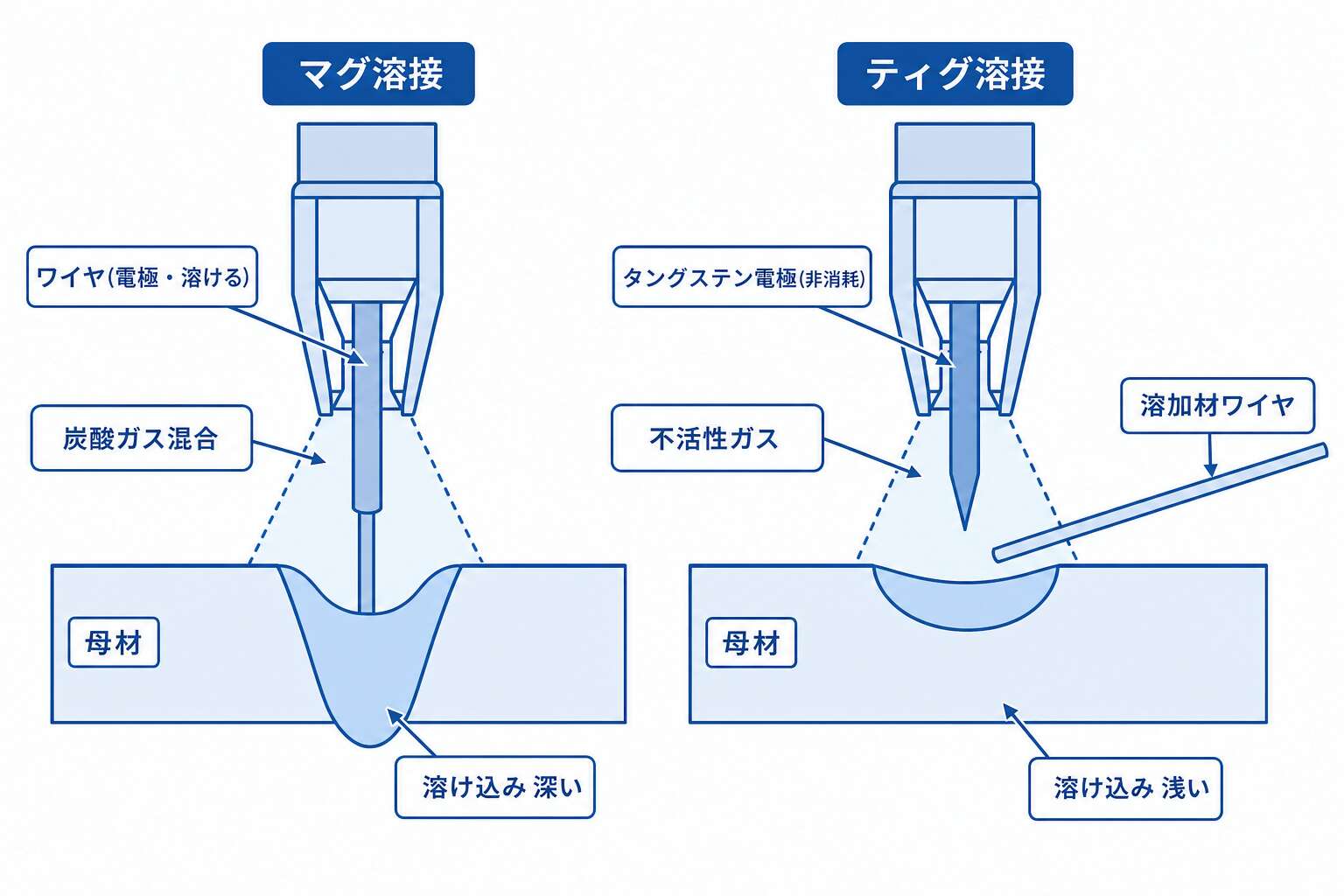 マグ溶接とティグ溶接の対比(電極と溶け込み)
マグ溶接とティグ溶接の対比(電極と溶け込み)⚡ 焦点ポイント
「ティグ溶接→スラグなし・溶け込み浅い・速度遅い・100mm以下内管」「マグ→大中口径・溶け込み深い・速い・スパッタ多い」「ミグ→不活性ガスのみ」が頻出。
📝 誤答パターン(過去問頻出+一般則)
- 【最頻出】 「ミグ(MIG)溶接はシールドガスに不活性ガスのみを使用する」が正しい。炭酸ガスを混合するのはマグ(MAG)。
3. 溶接管理
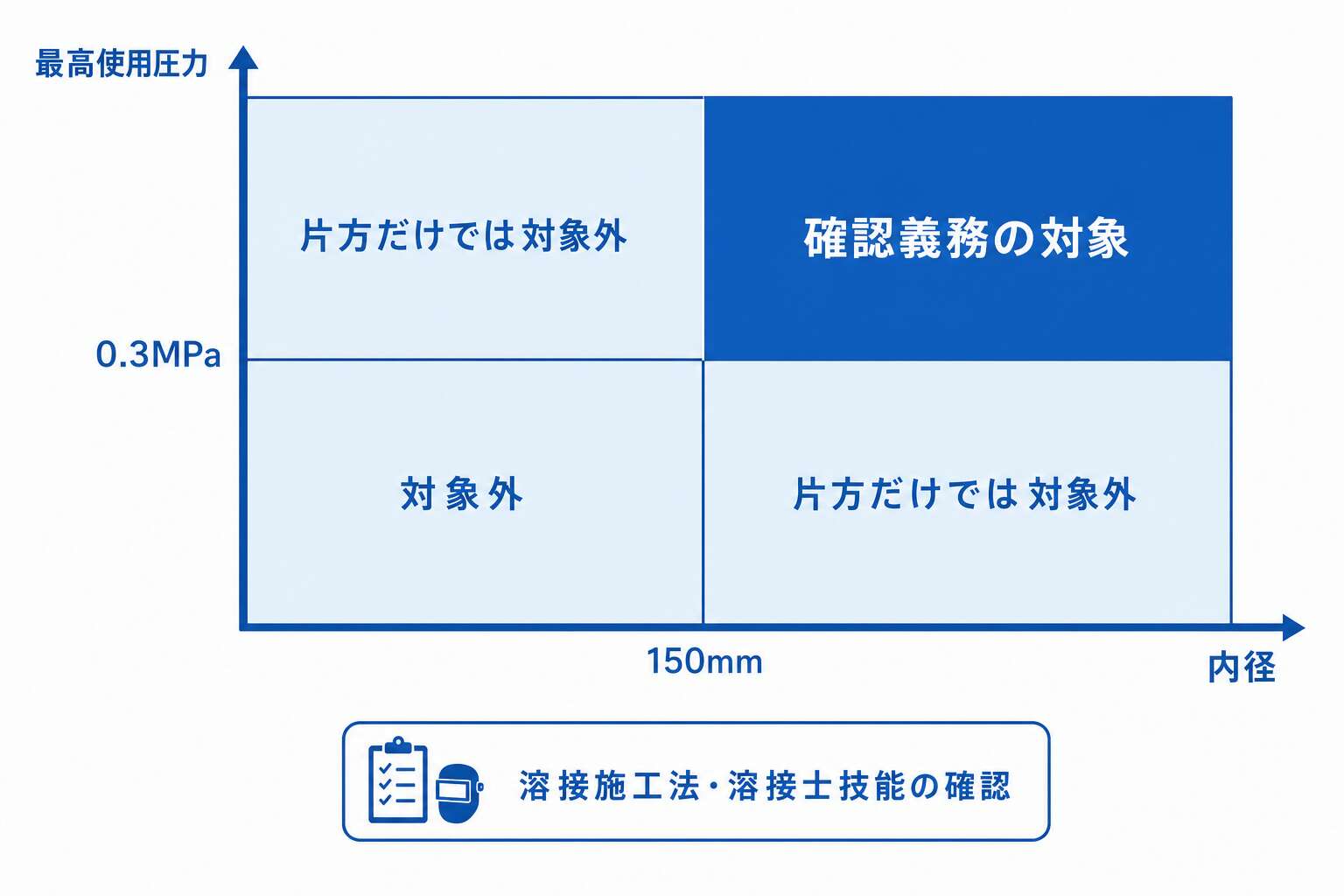
💡 図の見方:最高使用圧力0.3MPa以上、かつ内径150mm以上という2条件を、縦軸と横軸の交差で表した図。塗られた右上の区画だけが確認義務の対象で、圧力だけ・口径だけを満たしても対象にならない(「かつ」を緩める選択肢は誤り)ことを確かめる。
重要度: 乙C / 🟦 甲B
🎯 一言で
0.3MPa以上かつ内径150mm以上の本支管等→溶接施工法・溶接士技能の確認義務(技省令16条)
📖 解説(乙種ベース)
いくら良い溶接方法を選んでも、腕と手順が伴わなければ品質は出ない。料理でいえば、料理人の腕と厨房の設備の両方を確かめるようなものだ。法令もそう定めている。
適用範囲は技省令16条にある。最高使用圧力0.3MPa以上、かつ内径150mm以上の中A(0.3MPa以上)導管等の溶接部については、溶接施工法と溶接士の技能が適切であることを確認しなければならない。圧力が高く、かつ管が太いほど、破損したときの影響が大きいからである。
ここが最頻出の急所だ。条件は「かつ」で結ばれている。圧力だけ満たしても、口径だけ満たしても対象にならない。出題者はこの「かつ」を緩めるか、片方の数値だけを書き換えてくる。
確認は2方向から行う。溶接施工法については、試験材を用いた機械試験等の結果が規定に適合していることを確認する。しかも溶接施工法は溶接事業所または工場毎に確認を受けなければならない。手順書が同じでも、設備と環境が違えば結果が変わるからだ。
溶接士の技能は作業のしかたで分かれる。手溶接は、技能確認試験で十分な技能を有すると確認された者または所定の資格を有する者が行う。自動溶接機は、作業経験等によってその技能が十分であると認められた者が扱う。
資機材の管理も要点だ。溶接棒はJIS等の規格品を用い、十分乾燥したものを使用し、定められた乾燥回数を超えないようにする。乾燥は何度でも繰り返せるわけではない。溶接機・ケーブルは最大使用量に対し十分な容量のものを用いる。
作業中の注意はさらに具体的である。アークスタートは開先内又はアークスタート板等を用い、母材では行わない。関係のない母材の表面に一瞬アークを飛ばすと、そこだけが急に熱せられて冷え、欠陥の起点になるからだ。そして溶接完了後はスラグやスパッタを完全に除去する。
🟦 甲種プラスα
甲種では「溶接管理」の本文の概念をより深く理解した上で、論述問題への応用が問われます。本文の数値・原理をしっかり押さえてください。
 溶接施工法・溶接士技能の確認義務の範囲(0.3MPa以上「かつ」内径150mm以上)
溶接施工法・溶接士技能の確認義務の範囲(0.3MPa以上「かつ」内径150mm以上)⚡ 焦点ポイント
「0.3MPa以上かつ内径150mm以上の本支管→溶接施工法と溶接士技能の確認義務」「溶接棒は乾燥回数超えない」「アークストライク禁止」が頻出。
📝 誤答パターン(過去問頻出+一般則)
- 【最頻出】 確認義務の条件は「0.3MPa以上」「かつ内径150mm以上」の両方を満たす場合。片方だけでは不可。
4. 溶接欠陥
重要度: ★ 乙A / 甲A
🎯 一言で
欠陥3分類(寸法上・構造上・性質上)と各欠陥の定義・原因(IP・LF・BH・P・SI・割れ・UC・オーバーラップ・クレータ・TI)
📖 解説(乙種ベース)
パンを焼くと、いろいろな失敗が出る。中に気泡が残る、縁が欠ける、生焼けで層が分かれる。溶接の欠陥も似た顔ぶれで、まずは「寸法の失敗」「中身の失敗」「性質の失敗」という3つの視点に整理できる。
①寸法上の欠陥は、形と量の失敗である。寸法不良(余盛り過不足・すみ肉脚長・のど厚寸法不良)と、形状不良(ビート形状不良・オーバーラップ・クレータ)がここに入る。外から測れば分かる種類だ。
②構造上の欠陥は、内部欠陥が多い。溶けるべきものが溶けていない、入るべきでないものが入っている——後の表で見るとおり、こちらが試験の主戦場になる。
③性質上の欠陥は、見た目が整っていても機械的性質・化学的性質を満足しない場合を指す。形は正しいのに強度が足りない、という状態である。分類名と中身の対応がそのまま問われるので、3つの視点の違いを先に固めておきたい。
主な構造上の欠陥と定義・原因
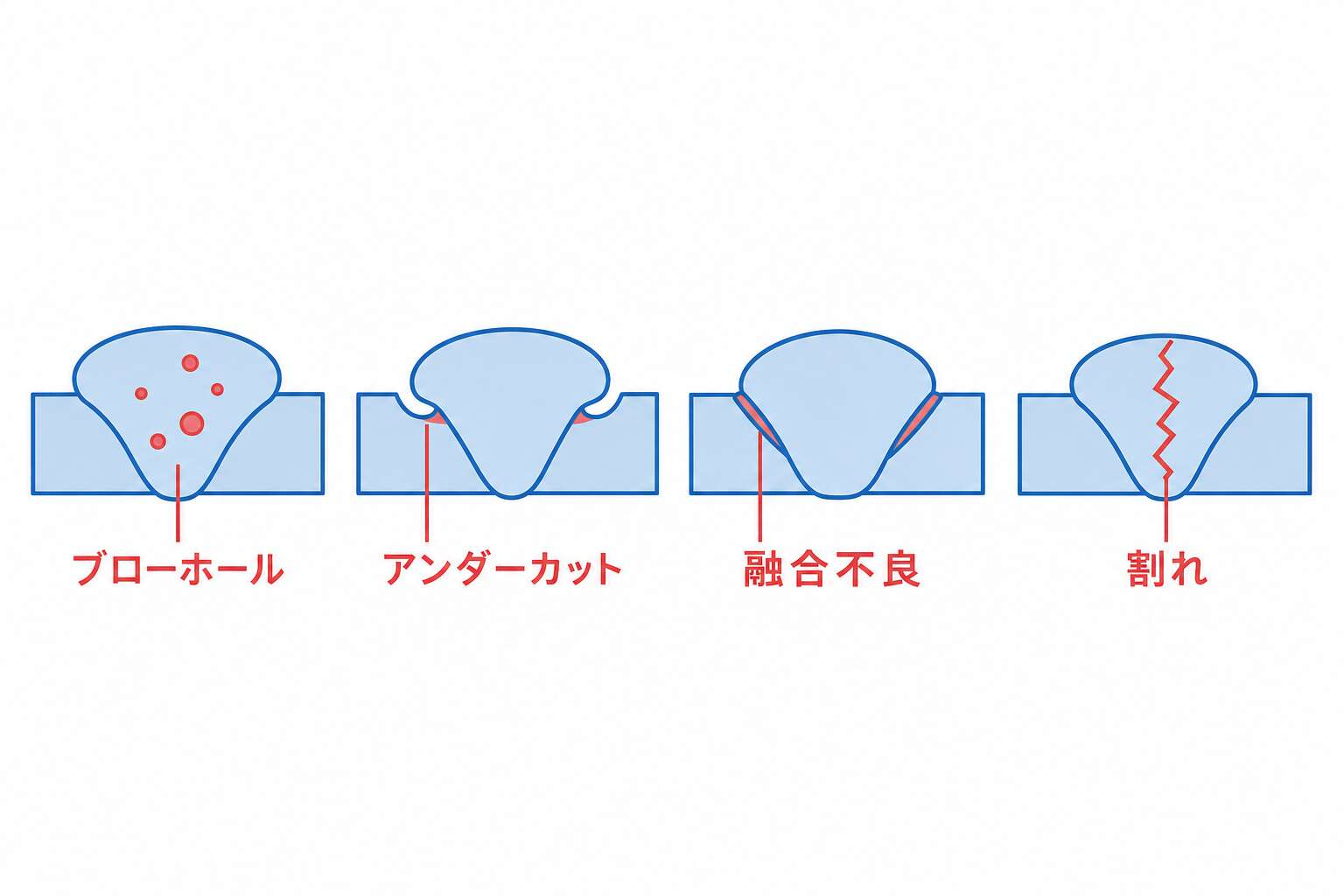 代表的な溶接欠陥の断面図
代表的な溶接欠陥の断面図| 欠陥(略号) | 定義 | 主な原因 |
|---|---|---|
| 溶込み不良(IP) | 開先の一部がそのまま残った状態 | 開先不良・過小電流・運棒速度不良・目違い過大 |
| 融合不良(LF) | 溶接金属と母材または溶接金属どうしが溶着していない状態 | 過小電流・運棒速度遅い・スラグ清掃不良・下層の形状不良 |
| ブローホール(BH) | 溶接金属内に残留したガスのため空洞が生じた状態 | 溶接棒の吸湿・過大電流・アーク長が長い・継手の不純物・風雨 |
| パイプ(P) | ブローホールと同じだが細長く尾を引いている状態 | − |
| スラグ巻込み(SI) | スラグが溶接金属に残留したもの | 開先不良・スラグ清掃不良・過小電流 |
| 割れ(C) | 縦割れ・横割れ | 継手拘束大・溶接部の急冷・溶接棒の吸湿・開先不良 |
| アンダーカット(UC) | 表面における溶接金属と母材の境界の凹み | 溶接棒選択不良・過大電流・運棒速度不良・運棒保持角度不良 |
| オーバーラップ | 溶接金属の止端が母材と融合せず重なりあった状態 | 過小電流・運棒速度不良等 |
| クレータ | ビードが終端まで行き渡らず、くぼんだ状態 | 運棒方法不良 |
| タングステン巻込み(TI) | ティグ溶接でタングステン電極の一部が溶接金属内に混入したもの | 過大電流 |
⚡ 焦点ポイント
各欠陥の「定義と原因」が頻出。特にブローホール(吸湿・アーク長)、融合不良(過小電流・スラグ清掃不良)、アンダーカット(過大電流)の原因を整理する。
📝 誤答パターン(過去問頻出+一般則)
- 【最頻出】 溶込み不良(IP)と融合不良(LF)の定義混同に注意。溶込み不良は「開先の一部が残った」で融合不良は「溶接金属と母材が溶着していない」。
- 各欠陥の「定義と原因」が頻出
- 特にブローホール(吸湿・アーク長)、融合不良(過小電流・スラグ清掃不良)、アンダーカット(過大電流)の原因を整理する
5-1. 非破壊試験(放射線透過試験 RT)
💡 図の見方:撮影法の分かれ目は「線源とフィルムを管の内側に置けるかどうか」という配置の問題である、と読み解く図。線源が内側なら内部線源撮影法(大口径向け)、フィルムが内側なら内部フィルム撮影法、どちらも入れられないときに二重壁の撮影法(小口径向け)になる。撮影法と管径の対応を入れ替えた選択肢が出やすい。
重要度: ★ 乙A / 甲A
🎯 一言で
RT:内部検査・フィルム露光・欠陥部は濃度濃くなる・撮影法4種・きずの種別第1〜4種
📖 解説(乙種ベース)
溶接部を壊さずに中を見る方法が非破壊試験である。手段は4つあり、まず得意分野の住み分けを押さえたい。放射線透過試験(RT)と超音波探傷試験(UT)は主に内部検査、浸透探傷試験(PT)は表面検査、磁粉探傷試験(MT)は表面検査及び内部(表面から数ミリ以内のみ)検査に使う。
この節の主役はRTだ。原理は影絵に近い。X線・γ線等の放射線は強い透過力を持ち、物体の厚みに応じて弱められる。ではきずがあるとどうなるか。欠陥部は健全部より厚さが薄くなるため散乱線量が少なくなり、健全部より強い放射線が透過する。
結果として、放射線フィルムで露光すると欠陥部は健全部より濃度が濃くなる。多く当たったところが濃くなる——写真と同じ理屈である。濃淡を逆に書いた選択肢が定番なので、厚みと線量と濃度を一本の因果でつないでおきたい。
撮影法は線源とフィルムをどこに置くかで4種に分かれる。管の中に入れられるかどうかが分岐点で、それが口径の大小に直結する。
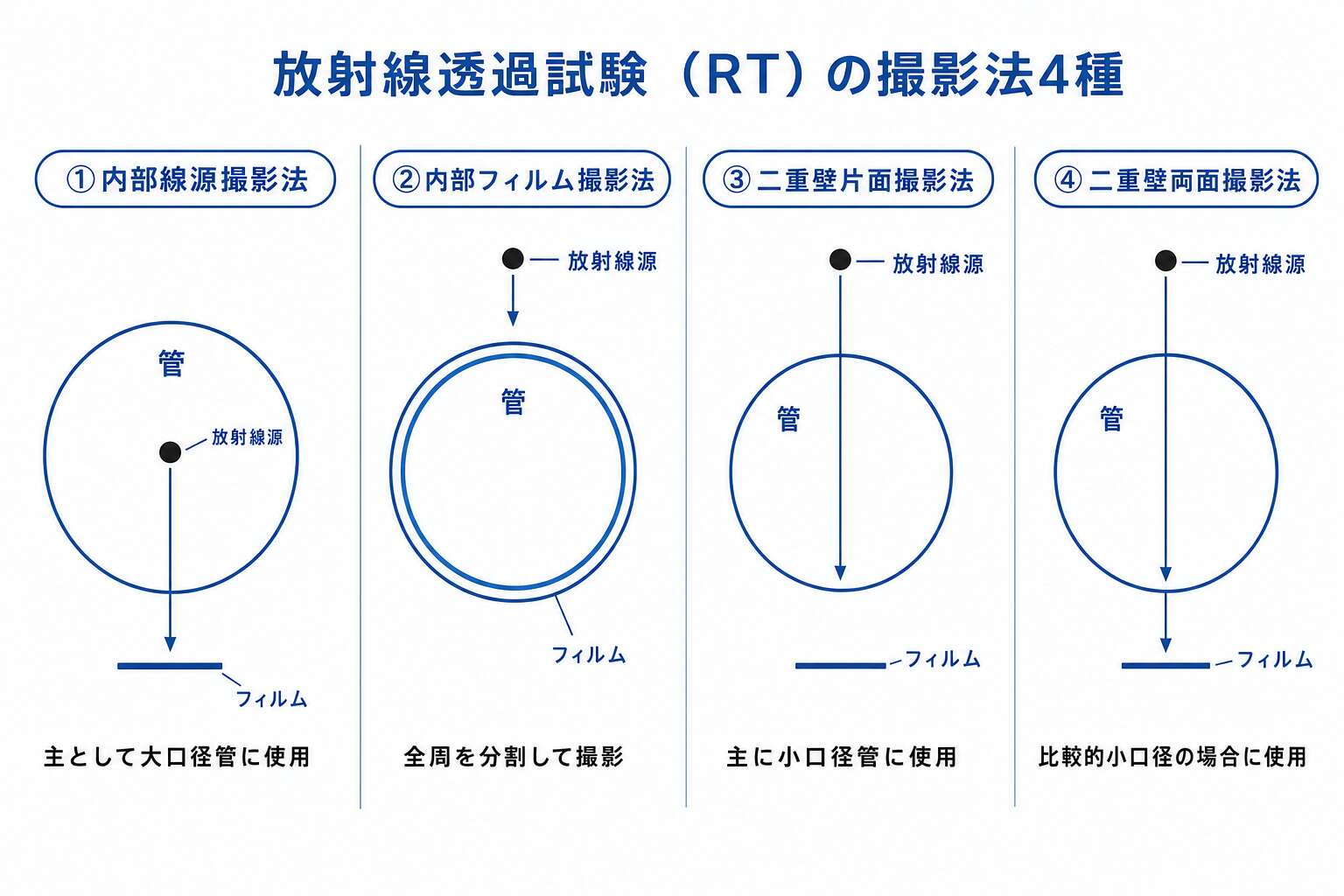 RT撮影法4種:線源とフィルムをどこに置くかで決まる
RT撮影法4種:線源とフィルムをどこに置くかで決まる| 撮影法 | 配置 | 主な適用 |
|---|---|---|
| ①内部線源撮影法(一重壁単影像法) | 放射線源が管の内部・フィルムは管の外側 | 主として大口径管に使用 |
| ②内部フィルム撮影法(一重壁単影像法) | 放射線源が外部・フィルムを管の内側に取り付けて撮影 | 全周を分割して撮影 |
| ③二重壁片面撮影法(二重壁単影像法) | 管内部に放射線源またはフィルムを入れられない場合 | 主に小口径管に使用 |
| ④二重壁両面撮影法(二重壁複影像法) | 管壁を二重に透過して撮影 | 比較的小口径の場合に使用 |
RTの長所と短所も、フィルムを使うという一点から派生する。きずの形状がフィルムに投影された像として確認できるので直観性があり、フィルムで客観的に保存できるため信頼性も高い。反面、フィルム現像のため試験結果確認に時間がかかる。放射線障害への配慮が必要な点も忘れてはならない。
弱点は2つある。内部欠陥を判定できるが、内部欠陥までの距離測定が困難であること。そして薄い平面状の欠陥は方向によっては検知できず、厚みのある欠陥の検出に適していることだ。影絵は奥行きを写さないし、真横を向いた薄い板は影を作らない——そう考えると腑に落ちる。
検出したきずは、JIS Z 3104できずの種別に分けられる。形の性質で並んでいる。
| 種別 | きず |
|---|---|
| 第1種 | 丸いブローホール及びこれに類するきず |
| 第2種 | 細長いスラグ巻込み・パイプ・溶け込み不良・融合不良及びこれに類するきず |
| 第3種 | 割れ及びこれに類するきず |
| 第4種 | タングステン巻込み |
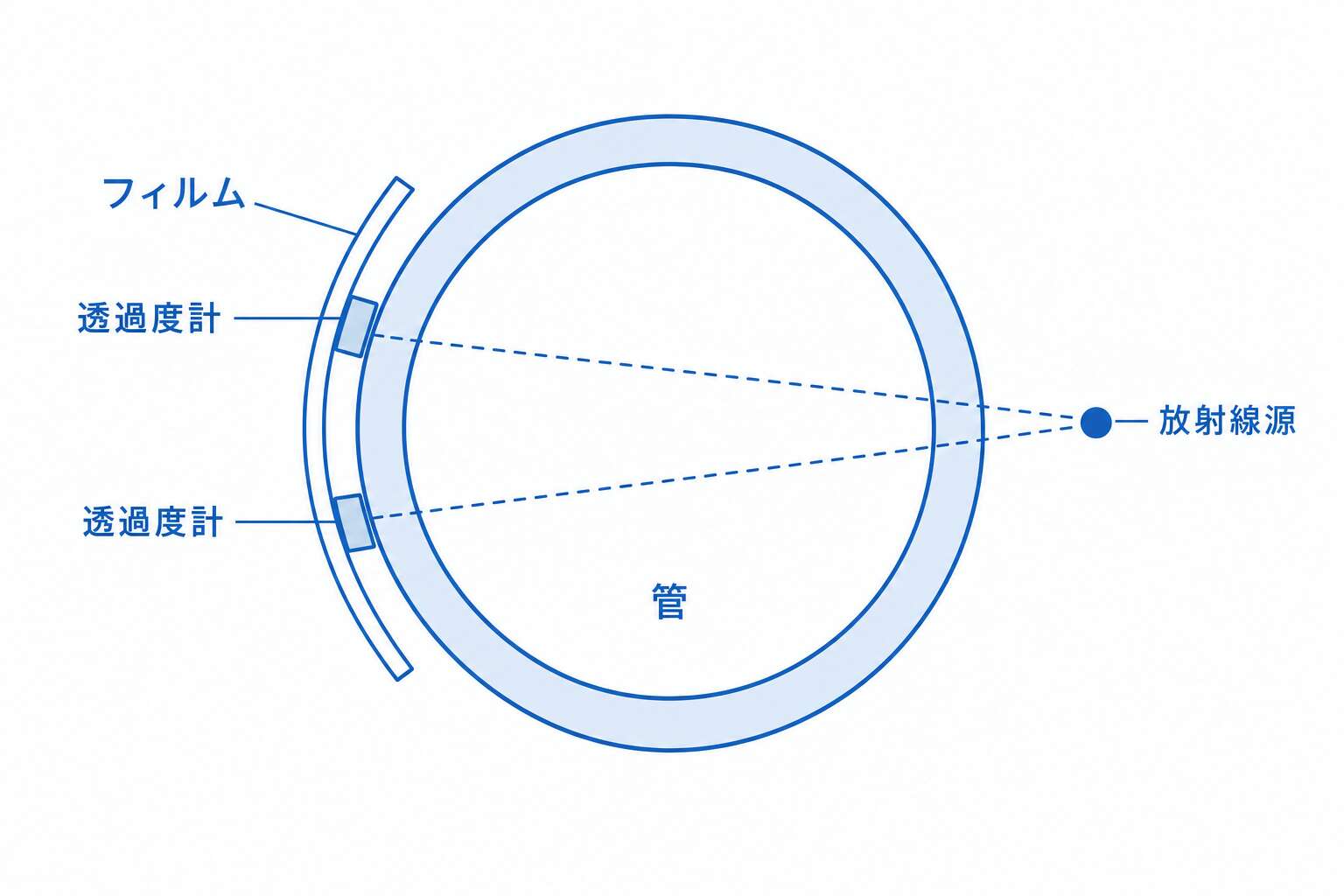 RT二重壁片面撮影法
RT二重壁片面撮影法⚡ 焦点ポイント
「欠陥部→フィルム濃度が濃くなる」「内部線源→大口径管・二重壁片面→小口径管」「薄い平面状欠陥は方向によっては検知不可」「内部欠陥の距離測定困難」が頻出。
📝 誤答パターン(過去問頻出+一般則)
- 【最頻出】 「内部欠陥は判定できるが欠陥までの距離測定は困難」という点が引っ掛けで出題。また「アンダーカットや融合不良は表面欠陥なのでRTで検出できる」も頻出。
5-2. 非破壊試験(UT・MT・PT)の比較
重要度: 乙B / 甲B
🎯 一言で
UT:内部・割れ検出・距離測定可 / MT:強磁性体のみ・数mm以内の内部可・高さ測定困難 / PT:表面開口のみ・非金属も可
📖 解説(乙種ベース)
前節のRTが影絵なら、超音波探傷試験(UT)はやまびこである。声を出して跳ね返りを聞けば、壁までの距離が分かる。RTにできなかった「きずまでの距離」を測れるのは、この反射を使うからだ。
検出原理はこうだ。超音波(0.5〜1.5MHz)を被試験体内部に伝播させ、内部のきずまたは不均一層からの反射により存在・位置・大きさを検知する。溶接部の内部検査に使用する。試験方法は主にパルス反射法(垂直探傷法・射角探傷法)で、鋼への超音波伝播には接触媒質(水・油・グリセリン等)が必要になる。空気の層が挟まると音が入っていかないためだ。
UTは割れのような平面状のきずの検出に適している。RTが苦手だったところを、ちょうど補う関係にある。検査物の片側だけから検査でき、きずまでの距離やきずの高さが測定でき、内部検査に用いることができる。弱点は記録性で、放射線透過試験のようにきずの形状が映像として見えないため客観的記録に課題がある(自動探傷法では確保)。
磁粉探傷試験(MT)は磁石と鉄粉の話だ。強磁性体(鋼・ニッケル等)を磁化すると表面付近のきずに漏えい磁束が生じ、微細な鉄粉(磁粉)を近づけると磁粉模様を形成する。磁粉模様の幅はきずの数倍〜数十倍になるため容易にきずの存在を知ることができる。細いきずが太く見える仕組みだと考えればよい。
浸透探傷試験(PT)はにじみを使う。被検体表面を清掃後、蛍光性または染色性浸透液を塗りきず部に浸透させ、余分な液を洗い去った後、現像液を用いてきず部に浸透していた液を吸い上げて欠陥を検出する。液が入り込める入口が要るということは、表面に開いていないきずは見えない、ということでもある。
| 項目 | UT(超音波) | MT(磁粉) | PT(浸透) |
|---|---|---|---|
| 対象 | 内部検査に用いることができる | 強磁性体のみに使用可能(鋼管等) | 金属・非金属あらゆる材料の表面欠陥を調べることができる |
| 得意 | 割れのような平面状のきずの検出に適している/検査物の片側だけから検査できる | 放射線透過試験・超音波試験より簡便 | 複雑な形状の試験体でも一回の装置で探傷できる |
| 限界 | きずの形状が映像として見えないため客観的記録に課題(自動探傷法では確保) | 表面から数mm以上の内部欠陥は検知できない | 表面に開口した欠陥でないと使えない(閉じたきずは検出不可) |
| 寸法測定 | きずまでの距離やきずの高さが測定できる | きずの高さの測定が困難 | − |
| 費用 | − | 検査装置・費用が比較的安い | 特別な装置不要で費用が比較的安い |
出題は組合せのすり替えで来る。MTに距離測定をさせたり、PTに内部欠陥を見つけさせたり——原理に立ち返れば、磁粉は表面付近の模様しか示さず、浸透液は開いた口からしか入らない。原理と限界はいつも一対である。
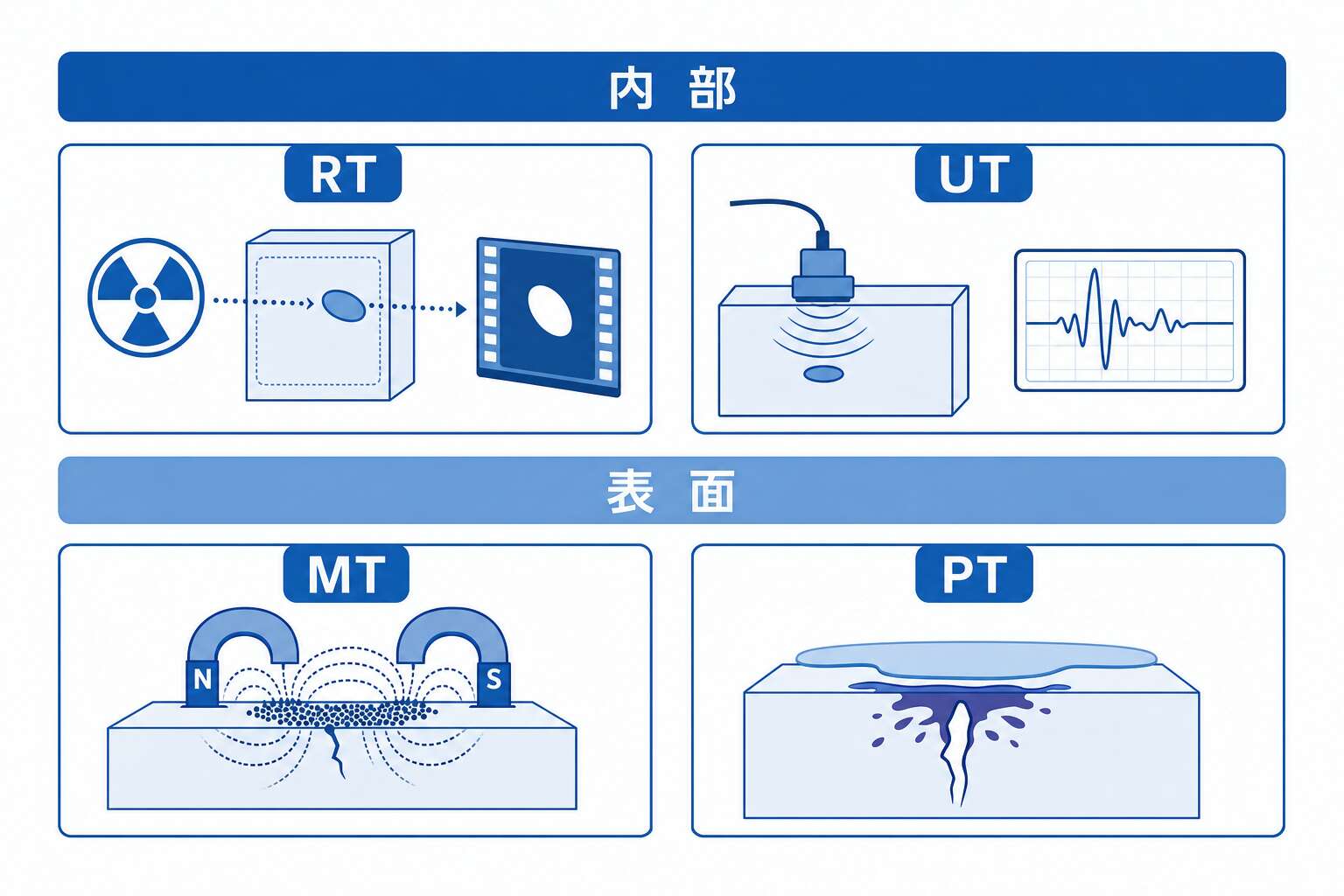 非破壊試験4種の得意分野マップ
非破壊試験4種の得意分野マップ⚡ 焦点ポイント
「MT→強磁性体のみ・数mm以上内部欠陥検知不可」「UT→片側から検査可・距離測定可・割れ検出得意」「PT→表面開口のみ・非金属も可」が頻出。
📝 誤答パターン(過去問頻出+一般則)
- 【最頻出】 磁粉探傷試験は「表面及び表面付近の欠陥は検出できるが、欠陥までの距離測定や内部欠陥は検出できない」という複合的記述が引っ掛けで出題される。
6. 溶接の安全衛生
重要度: 乙C / 甲C
🎯 一言で
溶接作業の5大災害:電撃・アーク・ガス/ヒューム・火災爆発・放射線による災害と防止措置
📖 解説(乙種ベース)
溶接の現場でつきまとう危険は、電撃・アーク・ガス/ヒューム・火災爆発・放射線による災害の5つに整理できる。この5大災害を、原因と防止措置の対で押さえていく。
まず電撃災害から。濡れた手でコンセントに触れると危ないことは、誰でも知っている。ところがアーク溶接の電圧は家庭電灯線よりむしろ低電圧だ。それなら安全か——ここが落とし穴である。
種明かしをしよう。危険を決めるのは電圧だけではなく、電流の流れやすさでもある。汗等で手足がぬれている場合等は等価抵抗が小さく非常に危険になる。「低電圧だから安全」と書いた一文は、この一点で誤りになる。防止措置は、溶接機周辺の導電部を完全に絶縁被覆すること、溶接物のアース接続を完全にすること、安全靴・革手袋・衣服等着用、そして自動電撃防止装置の使用である。
光にも害がある。アーク光から強烈な紫外線・可視線・赤外線が発生し、直接当たると眼を痛めたり、火傷を起こす。正しい遮光保護具・遮光板の使用、溶接用保護面で顔面保護、身体を露出しないことで防ぐ。
吸い込むものも危ない。有害ガスは被覆剤・塗料・油等の燃焼、ヒュームは被覆剤中の金属の溶解等で発生する。障害としては、呼吸によって肺に吸いこまれ、ガスによる中毒・じん肺を起こす。防止措置の第一は換気であり、換気だけで不十分な場合は防じんマスク・エアラインマスク等の使用による。
火と放射線が残る2つだ。溶接では高温のスパッタが飛散するため火災等の危険がある。溶接中は引火性物質を近くに置かない。それらの物質の近くに導線を通すことも避ける。放射線については、放射線使用場所はできるだけ遮へいし、関係者以外の立入りを禁止する。放射線取扱者は常に線量計を携行し許容量以下かどうかを確認し、定期的に血液検査を行う。
| 災害 | 原因 | 主な防止措置 |
|---|---|---|
| 電撃災害 | 低電圧でも汗等で手足がぬれていると等価抵抗が小さくなる | 導電部を完全に絶縁被覆・アース接続を完全に・安全靴・革手袋・衣服等着用・自動電撃防止装置の使用 |
| アーク災害 | アーク光の強烈な紫外線・可視線・赤外線 | 正しい遮光保護具・遮光板の使用・溶接用保護面で顔面保護・身体を露出しない |
| ガス及びヒューム | 被覆剤・塗料・油等の燃焼、被覆剤中の金属の溶解等 | 換気。不十分な場合は防じんマスク・エアラインマスク等 |
| 火災及び爆発 | 高温のスパッタの飛散 | 引火性物質を近くに置かない・その近くに導線を通さない |
| 放射線による災害 | 放射線の使用 | 遮へい・関係者以外の立入り禁止・線量計携行・定期的な血液検査 |
⚡ 焦点ポイント
「ヒュームの定義(高温蒸発した金属・被覆剤が冷却された微細な鉱物性粉じん)」が頻出。放射線取扱者は線量計携行・血液検査が義務。
📝 誤答パターン(過去問頻出+一般則)
- 【最頻出】 電撃災害はアーク溶接の電圧が「低電圧」であっても危険である点が引っ掛けで出題される。
🔢 供給の重要数値・設備の整理
主要な溶接方法:
– 被覆アーク溶接(SMAW): 汎用、現場向き、フラックス被覆
– マグ溶接(GMAW・MAG): CO2シールドガス使用
– ティグ溶接(GTAW・TIG): 高品質、薄板、不活性ガス(Ar)
– サブマージドアーク溶接(SAW): 自動化、厚板、フラックス散布
主要な溶接欠陥:
– 割れ: クレータ割れ、低温割れ、高温割れ
– ブローホール: ガス巻き込み
– スラグ巻き込み: フラックス残留
– 融合不良: 金属の溶融不足
– アンダーカット: 母材表面の溝
– オーバーラップ: 溶接金属の止端が母材と融合せず重なった形状不良
非破壊試験(NDT):
| 試験 | 検出可能 | 用途 |
|---|---|---|
| RT(放射線) | 内部欠陥 | 厚板・突合せ溶接 |
| UT(超音波) | 内部欠陥 | 厚板・大型溶接 |
| MT(磁粉) | 表面・浅部 | 強磁性体表面 |
| PT(浸透) | 表面 | 全材料の表面欠陥 |
供給科目では、設備名・型式・運転条件の数値・配管材料の組み合わせで誤答が作られます。本章で出てきた数値・設備名・工法を一覧で整理しておくと、選択肢の引っかけに気付きやすくなります。
🗒️ 3分で復習(章末まとめ)
🎯 全節 一言まとめ
- 節1 溶接の概要: 溶接の分類(融接・圧接・ろう接)・溶接部名称(溶接金属・溶着金属・熱影響部)・開先形状(V形・U形)
- 節2-1 溶接方法(被覆アーク溶接): 被覆アーク溶接の仕組み・被覆剤の効用5点・溶接棒管理(乾燥・吸湿防止)
- 節2-2 溶接方法(マグ溶接・ティグ溶接): MAG溶接(大中口径・スラグなし・速い)とTIG溶接(100mm以下内管・スラグなし・溶け込み浅い・遅い)の比較
- 節3 溶接管理: 0.3MPa以上かつ内径150mm以上の本支管等→溶接施工法・溶接士技能の確認義務(技省令16条)
- 節4 溶接欠陥: 欠陥3分類(寸法上・構造上・性質上)と各欠陥の定義・原因(IP・LF・BH・P・SI・割れ・UC・オーバーラップ・クレータ・TI)
- 節5-1 非破壊試験(放射線透過試験 RT): RT:内部検査・フィルム露光・欠陥部は濃度濃くなる・撮影法4種・きずの種別第1〜4種
- 節5-2 非破壊試験(UT・MT・PT)の比較: UT:内部・割れ検出・距離測定可 / MT:強磁性体のみ・数mm以内の内部可・高さ測定困難 / PT:表面開口のみ・非金属も可
- 節6 溶接の安全衛生: 溶接作業の5大災害:電撃・アーク・ガス/ヒューム・火災爆発・放射線による災害と防止措置
⚡ 全節 焦点ポイント
- 節1: 「熱影響部は溶融していない母材の部分」「抵抗溶接は圧接に分類」「導管突合せ溶接の開先はV形・U形」が頻出。
- 節2-1: 被覆剤の効用5点(特に「大気から保護」「凝固冷却を緩やかに」)、「溶接棒は乾燥・吸湿防止」「スラグが発生する」は頻出。
- 節2-2: 「ティグ溶接→スラグなし・溶け込み浅い・速度遅い・100mm以下内管」「マグ→大中口径・溶け込み深い・速い・スパッタ多い」「ミグ→不活性ガスのみ」が頻出。
- 節3: 「0.3MPa以上かつ内径150mm以上の本支管→溶接施工法と溶接士技能の確認義務」「溶接棒は乾燥回数超えない」「アークストライク禁止」が頻出。
- 節4: 各欠陥の「定義と原因」が頻出。特にブローホール(吸湿・アーク長)、融合不良(過小電流・スラグ清掃不良)、アンダーカット(過大電流)の原因を整理する。
- 節5-1: 「欠陥部→フィルム濃度が濃くなる」「内部線源→大口径管・二重壁片面→小口径管」「薄い平面状欠陥は方向によっては検知不可」「内部欠陥の距離測定困難」が頻出。
- 節5-2: 「MT→強磁性体のみ・数mm以上内部欠陥検知不可」「UT→片側から検査可・距離測定可・割れ検出得意」「PT→表面開口のみ・非金属も可」が頻出。
- 節6: 「ヒュームの定義(高温蒸発した金属・被覆剤が冷却された微細な鉱物性粉じん)」が頻出。放射線取扱者は線量計携行・血液検査が義務。
📝 一問一答(過去問ランダム)
記述が正しいか誤りかを判定。答え・理由・出典が出ます。
いま、学習で困っていることを教えてください
当サイトは過去問9年分・教材42章を無料で公開しています。 これを続けていくために、次に何を作るべきかを知りたいです。2分・8問です。
※お名前やメールアドレスは必須ではありません。